




By Nicholas Brownrigg, Howard Energy Partners & Orbie Harris IV, Transcend Solutions, LLC,
Introduction
Produced condensate and other unprocessed hydrocarbon liquids of varying gravity often hold substantially less marketing value than processed and stabilized condensate, due to the large range of components in the liquid, its volatility towards vapor flashing, and contaminants either due to the composition of the liquid or chemicals used in its production or transport. For this reason, there are many facilities, whether integrated into larger plants or stand-alone, that serve the purpose of processing these raw, off-spec liquids into higher valued products, such as 9 psi RVP (Reid vapor pressure) stabilized condensate or Y-grade NGL.
9 psi RVP condensate is often used in blending with crude oil and fuels and is free from light end hydrocarbon components prone to flashing, thus making it a very stable hydrocarbon liquid product. Because of its stability, it can be transported to a sales point without the need for pressurized tanker trucks. RVP is a measure of the volatility in the liquid and is determined by the ASTM-D-323 test method.
Y-grade NGL typically consists of lighter end hydrocarbons and is transported by pressurized pipeline to fractionation sites where it is separated into its constituent components (typically ethane, propane, i-butane, n-butane, and heavier fractions) for marketing to users who have a need for these purity products. Because Y-grade consists of more volatile, lighter end hydrocarbons, it is necessary to keep them pressurized to ensure that no vapor flashing occurs during transport. Specifications for Y-grade are usually set by the pipeline owners that transport these liquids, though most pipeline operators’ specifications adhere to highly similar metrics.
Y-grade NGL must meet specifications for the amount of sulfur species that are present in the Y grade. These include a test for hydrogen sulfide (H2S) present in the Y-grade, the amount of total sulfur species in the Y-grade, as well as the corrosiveness of the Y-grade (typically influenced by sulfur, and primarily H2S, in the Y-grade). To reduce the amount of H2S present in Y-grade NGL, an amine treating process is usually employed, which involves the contact of the Y-grade NGL with a mixture of amine and water, causing the H2S in the Y-grade to be absorbed by the amine, such that the effluent Y-grade passes the aforementioned tests.
Howard Energy Partners (HEP) owns and operates a facility in South Texas principally responsible for the collection and processing of off-spec condensate and other hydrocarbon liquids to a 9 psi RVP product and a Y-grade product that employs an amine treatment process for the Y-grade product before custody transfer to a pipeline.
While the amine treatment process for the removal of CO2 or H2S is widespread throughout several industries, there are still many operational issues that can arise from the process. The amine treatment process requires a strict adherence to maintaining a delicate chemistry and purity balance to properly work as intended. A change in composition or concentration in the amine or feed stream being treated can easily upset the process, causing severe operational issues, and inadequate amine treatment.
HEP recently encountered such an issue with amine chemistry and filtration at its Live Oak facility. A discussion of the issue and its resolution is contained herein.
Facility Background
Howard Energy Partners’ (HEP) Live Oak facility is located in Three Rivers, TX in the Eagle Ford Shale play, and was one of first facilities built by Howard Energy Partners after its incorporation. Live Oak is an off-spec condensate receiving and processing facility which receives many truckloads of liquids from different sources throughout South Texas each day. Live Oak is capable of processing off-spec condensate of a vast and varying composition, and because of this, receives trucks from area refineries and other field production sites simultaneously, which may contain different levels of H2S or chemical contamination (methanol, for example).
The Live Oak facility’s processing set up consists of a truck unloading area that allows trucks to offload into several large off-spec condensate bullet vessels. These vessels hold multiple truckloads of off-spec condensate product received and, as previously stated, often contain liquids of varying blended composition. When filled, these Off-Spec Condensate Tanks are pumped to a Stabilizer system that contains a Stripper (pre-frac) Tower and a final Stabilization Tower. The Stripper Tower produces an off-gas product that is compressed and then dehydrated and sent to a downstream pipeline. The Stabilization Tower produces a 9 psi RVP stabilized condensate product off the bottom of its reboiler and Y-grade NGL product from the reflux of the tower. The 9 psi RVP stabilized condensate is stored in atmospheric storage tanks, and the Y-grade NGL is pumped to a downstream pipeline.
Because H2S is typically present in the loads received at the Live Oak facility, the Y-grade product often sees an unacceptable amount of H2S out of the Stabilization Tower as it pertains to meeting pipeline-grade product specification. For this reason, an NGL Amine Treater is installed downstream of the Stabilization Tower for the Y-grade product before it is sent to pipeline. The NGL Amine Treater consists of an NGL Amine Contactor Tower, and an amine regeneration system for the effluent rich amine. In the NGL Amine Contactor, the Y-grade product is passed through an amine column, where the amine absorbs any H2S or CO2 present. Once treated, the Y grade is considered on-spec and can be sent to pipeline using the downstream pipeline pumps.
The rich amine exiting the bottom of the NGL Amine Contactor is sent to the Amine Regeneration system to remove the absorbed H2S and CO2 components, so it can be reused downstream in the amine contactor for further absorption. The rich amine is flashed down to a lower pressure to free
any entrained light hydrocarbons, which are recovered as fuel gas within the process. The amine is then passed through a series of filters to remove any remaining entrained hydrocarbons, debris, or solid particulates (which will ultimately be the discussion of this paper). After filtration, the rich amine is sent to a still tower where CO2 and H2S components are boiled off in a reboiler at high temperature. This acid gas stream is scrubbed in a Sulfaguard unit (H2S scavenger system) to remove H2S before being flared/vented, and lean amine leaves the reboiler before being cooled and recycled to the amine contactor tower. For the purposes of this paper, it is important to note that the equipment in the amine system predominantly consists of carbon steel material of construction on all major vessels and piping.

Figure 1 – Simple Block Flow Diagram for Live Oak Facility
The Live Oak Facility is designed to process a capacity of 10,000 bpd of inlet condensate from the off-spec condensate storage and produces a varying amount of 9 psi RVP product and NGL depending on inlet condensate composition. The amine system is designed to handle 7000 bpd of NGL and has a design amine flow rate of 20 gpm.
Y-Grade Product Spec Issues Appear
Upon its commissioning, the Live Oak facility operated with no, or sparing, need for the amine treating portion of the facility, as the liquid loads delivered to the facility via truck were contaminant-free enough to produce a product meeting pipeline specifications by just stabilizing the trucked in liquids. As there appeared more commercial need and benefit to accepting truck loads with higher concentrations of contaminants, the amine treating unit was placed into operation. The amine treating unit operated as designed and without issue for several years.
Late in 2018, HEP operations team at Live Oak began noting that the Y-grade product leaving the amine treating portion of the plant to pipeline had started to fail the copper strip corrosion test which is required for Y-grade pipeline specifications.
The copper strip corrosion test is an ASTM standard test used to qualitatively measure for the presence of sulfur species in the Y-grade; if the copper strip inserted into the Y-grade is tarnished, it indicates that there are sulfur species in high enough concentration within the Y-grade such that it does not meet pipeline specification, while no-to-minimal tarnishing indicates a pass of the test.
Y-grade is within specification if it meets 1A or 1B standards, per the ASTM copper strip corrosion standard chart in Figure 2.

Figure 2 – ASTM Copper Strip Corrosion Standards
The intermittent inability to pass the copper strip corrosion test in the Y-grade product leaving the Amine Treater led to the Live Oak facility facing the possibility of being shut-in from its Y-grade product pipeline, which would lead to lost revenue due to lost processing time and create a liquids bottleneck for the upstream producers who feed the facility.
With the cause of the copper strip corrosion failure unknown at the time, switching to a different grade of amine was explored with the hopes of resolving the issue. The Live Oak amine treater had originally been designed and operated using a DEA-based amine. A switch to Dow CR-402 amine was eventually proposed to treat for unaccounted mercaptan species, which at the time was the hypothesis for why the copper strip corrosion test was failing. To reuse some of the DEA in the system, UCARSOL CR-402 was used as makeup amine until such a time that the system only contained UCARSOL CR-402.
The amine system ran mostly without issue for several years after the amine changeout, continually meeting Y-grade product specification until late December 2022. At this time, the copper strip corrosion test failures began to resurface, and the operations team had indicated several operational issues with the unit, particularly in the Amine Still. The Amine Still tower was noted to be showing severe temperature swings on the overhead, ranging anywhere between 140°F to 215°F, rapidly losing temperature at times and not remaining at the desired setpoint of 215°F despite constant heat input via the reboiler, indicative of amine foaming issues.
In December of 2022, Dow’s technical service team was again engaged for support in diagnosing the issue causing the copper strip corrosion failure. It was recommended to drain the water from the Reflux Drum on the overhead of the Amine Still tower and make up with fresh water to the system. The system did see improvements from this, as each time the Reflux Drum was drained, the copper strip test would pass and the operational issues in the Amine Still would subside. However, these gains in performance would be fleeting, and the issues would appear again around 5-7 days after draining of the Reflux Drum. The Reflux Drum was drained, and the water replaced multiple times with the same result before attempting another solution.
During the process of draining the Reflux Drum on a constant basis, the inlet feed trucks to the Live Oak facility were measured using Draeger tubes for sulfur species concentration to attempt to determine if there was a certain feedstock to the facility that was large enough in sulfur content in the feed condensate from the off-spec vessels that could cause the product Y-grade to ultimately fail a copper strip test. The findings led to the conclusion that while there were multiple loads into the Live Oak facility that did contain sulfur species other than H2S, they were not in high enough concentration to generate issues in the Y-grade after blending out with other truck loads without mercaptans/other sulfur species.
When the copper strip failures and operational issues in the Amine Regeneration system reemerged in late 2022, operations also noted that the Amine Contactor and Amine Still sight glasses were filled with a black debris, that the Pre-Carbon Filter on the Amine Regeneration skid was full of foam and several of the previously spent filtration cartridges contained black debris. Additionally, amine samples appeared to have a very dark hue, both in samples collected from the lean side and rich side of the Amine Regeneration system.
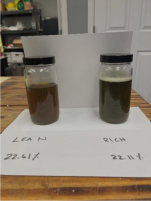
Figure 3 – Amine Foaming in Pre-Carbon Filter, Black Debris on Filter Cartridges, and Amine Samples
While the source was still unknown, the buildup of the black solid debris in the Amine Contactor and Amine Still was a cause for concern, and it was determined that the Live Oak facility would take a brief shutdown to open the Amine Still and clean out the black debris present in the vessel. After cleaning the Amine Still of the black debris, the facility consistently passed the copper strip corrosion test and saw no operational issues again for approximately one month. Once the copper strip corrosion test failures and operational issues returned, it was noted by operations staff that the Amine Still again was filled with black debris.

Figure 4 – Solid Black Debris Recovered from Amine Regeneration System
The presence of the black debris throughout the Live Oak facility’s Amine Treater system and its reappearance after being cleaned out led to the HEP’s discovery of literature (referenced in the References section at the end of this paper) that discussed the fouling of Amine Systems. The papers discussed a black build up in amine units treating H2S commonly referred to as “shoe polish”. The description of this “shoe polish” material was similar to what HEP was seeing in the Live Oak Amine Treater. While “shoe polish” tends to have a more gummy consistency (indicating the presence of other contaminants that give it this consistency), the effects of “shoe polish” mentioned in the paper and the coloring matched what was being seen in the Live Oak Treater.
From the literature, it was determined that this “shoe polish” material forms due to iron sulfide particles that are created during the reaction of the amine with H2S in the liquid NGL being treated. In the reaction of the amine with the H2S in the liquid NGL, sulfur ions can also react with iron ions present in the steel used in the piping and vessels of the Amine System to form iron sulfide solid particulates. In many systems, these iron sulfide particles form on the sides of the vessels and piping in the amine system and form a protective layer against corrosion due to sulfur within the unit. However, if velocities of fluid moving through the vessels/piping is high enough, the iron sulfide particles can be washed away, or not allowed to settle, and can circulate throughout the system, contaminating amine and leaving the steel prone to potential sulfur corrosion.
Knowing that iron sulfide is constantly produced during the reaction of the amine with the NGL liquid helped to put into perspective why the black debris reformed in the Amine Still after its cleaning. Additionally, from the literature, iron sulfide particles in a high enough concentration in an amine system is known to cause severe foaming in amine and lead to amine process upsets, similar to what was being observed in the Live Oak Amine Treating system, particularly in the Pre-Carbon Filter during changeouts as noted in Figure 3.
With this knowledge, the HEP operational team began to formulate the hypothesis that the high concentration of what was presumably iron sulfide in the amine was either causing one or both of:
a.) Foaming in the Amine Still leading to improper regeneration of the amine, and a failure to properly treat for H2S in the Amine Contactor, leading to a failed copper strip corrosion test.
b.) Foaming in the Amine Contactor leading to carryover of rich amine into the downstream treated NGL. The downstream NGL filter, which is designed to remove trace amounts of amine, was being overwhelmed with amine volumes exceeding design, leading to a failed copper strip corrosion test, due to high concentrations of rich amine in the NGL post-filtration.
Because the Stabilizer and Amine Treating units were operating at their design capacities and not exceeding these limits, it was determined that the velocity in the unit could not necessarily be reduced to slow the process generating the iron sulfide without limiting the throughput to the facility. Therefore, the filtration on the rich amine side of the Amine Regeneration system would
need to be examined for continuously generated iron sulfide particle removal. Additionally, with the existing amine within the system having heavy quantities of iron sulfide dissolved into it, the amine would need to be substantially filtered to avoid requiring another costly amine changeout.
Transcend Solutions was engaged to test the solids loading in various locations in the process. The Amine Still, Amine Contactor, and Amine Regenerator were tested to determine the elemental composition of the particulate in the system, and to also determine the efficiency of the existing filtration system.
Evaluation of Solid Particles, Amine, and Existing Filter Performance
Once at site, Transcend Solutions collected samples of the solid black debris from the Amine System at the Live Oak facility, as well as several of the spent Pre-Carbon Filter elements. The solids and elements collected underwent a variety of tests at Transcend’s lab to determine their composition. The results of these tests are described below:
– A solvency test was performed on the solid black particulate. Xylene and heptane were used to determine the total amount, if any, of hydrocarbons present in the sample. Much of the sample remained undissolved indicating that it was inorganic in nature.
– A magnetic separation test was performed on the dried solids using a strong magnetic source. It was determined that the solids were ferrous in nature, due to their affinity for the magnetic source.
– Scanning Electron Microscopy (SEM) was performed on the filter elements collected from the Live Oak site, and the particle size was determined to range between 2 microns to greater than 10 microns. See Figure 5.
– Energy Dispersive X-Ray Spectroscopy (EDS) was performed on the filter elements collected from the Live Oak site. Analysis showed S and F with an atomic percent of 66.3 33.7%, respectively, indicating a form of ferrous sulfide was present in the system. See Figure 6.
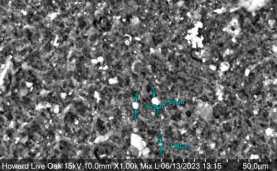
Figure 5 – SEM Particulate Sizing
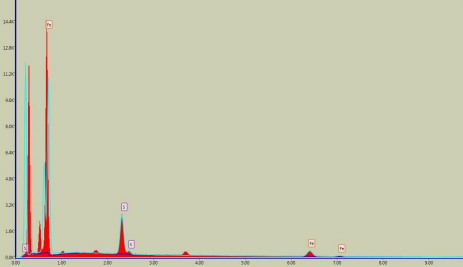
Figure 6 – EDS Spectroscopy with Atomic Percentage Per Element
These results indicated that the black debris recovered was likely to be metal sulfide particles.
Transcend Solutions also performed online gravimetric analysis on the Pre-Carbon Filter and Post Carbon Filter in the Amine Regeneration system at points upstream and downstream of the filters. This test determined the particulate concentration in samples of the amine upstream and downstream of each of these filters. See Table 1. The online gravimetric analysis has been described previously as critical to accurately determine total suspended solids (TSS) analysis of samples which are at risk of solid formation on contact with air – which are liquid samples with high levels of dissolved iron (such as amine and sour water samples). Online gravimetric analysis is used to determine particulate content in a variety of fluids. This method is particularly advantageous when it is desired to capture the particles directly from a process fluid while in operation, minimizing the risk that derives from artifacts caused by reaction of the fluid with air exposure.
| Unit / Vessel | Inlet (mg/L) | Outlet (mg/L) | Removal |
| Pre-Carbon Amine / F-305 | 0.6 | 0.5 | 17% |
| After-Carbon Solids Filter/ F-307 | 3.5 | 5.8 | 0% |
Table 1 – Gravimetric Analysis Results
Based on the results of the gravimetric analysis of the two filter units, it was determined that the Pre-Carbon Filter showed a 17% removal of the particulate in the amine, while the Post-Carbon Filter showed a 0% removal of the particulate in the amine. Typical removal at this stage should be 95% or greater.
Based on this gravimetric analysis, it was determined that a minimal amount of the solid contamination present in the amine was being removed by the existing filtration, and that the solids would continue to build up within the amine system, causing operational issues unless an alternative solution was deployed. The 17% solids removal efficiency observed in the Pre-Carbon Filter was inadequate to maintain proper operations of the Amine Treater, and indicative of both undersized filtration and inadequate removal efficiency for the service.
Iron Sulfide Removal Solution
HEP relied on Transcend Solutions to provide a filtration solution that could remove the buildup of iron sulfide particulates in the amine system at the Live Oak facility, that would then resolve the unit’s operational issues and stop the copper strip test failures.
Transcend Solutions proposed a two-step solution for HEP’s amine unit. The first step was to utilize a filtration vessel from Transcend’s rental fleet to help remediate the iron sulfide problem in the near term. The second step was to design a fit-for-purpose filtration unit that could handle the particulate load present in the system, while minimizing the amount of work required from the HEP operations team for filter changes. A process overview, showing where samples for testing were collected, and rental vessel tie-in locations can be seen in Figure 7.
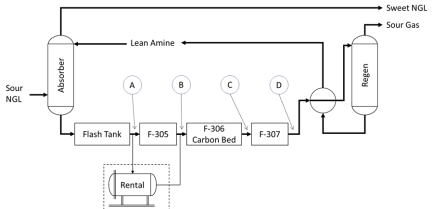
Figure 7 – Live Oak Filtration Flow Diagram with Sample Locations and Rental Vessel Tie-In Points
The rental filter provided by Transcend Solutions to operate in lieu of the existing Pre-Carbon Filter is shown in Figure 8. The rental filter was approximately 200 gallons in volume with thirty-
six (36) 10-micron Tetra Endur coreless filter elements, utilizing high efficiency Novacel™ media. The rental unit was significantly larger than what would be custom-designed for the permanent filter solution, which would be installed at a later time.

Figure 8 – Installed Rental Vessel at HEP Live Oak Facility
With the rental vessel online, the amine stream began to clean up and allow the Live Oak facility to return to 1A/1B copper strip test results. In approximately 3 weeks, the Live Oak facility was able to return to full process capacity.
| Unit / Vessel | Inlet (mg/L) | Outlet (mg/L) | Removal |
| Rental Vessel Sample 1 | 10.7 | 0.5 | 95% |
| Rental Vessel Sample 2 | 10.7 | 0.4 | 96% |
Transcend Solutions then provided a custom-designed permanent filter for the Amine Treater at Live Oak to replace the existing Carbon Pre-Filter and rental filter previously used. This filter was designed to minimize piping and skid rework at the Live Oak site, which in turn helped keep installation costs low. Additionally, the size and number of elements in the filter was optimized to give the operations staff at the Live Oak facility ample time between changeouts. While final installation of the permanent filter was not complete at the time of the writing of this paper, the permanent filter is designed to achieve a removal efficiency of 99.98% on all particulates greater than 10 microns in the amine stream. This filter will be installed on the Live Oak amine regeneration system once fabricated to provide ample iron sulfide removal from the amine stream.
Conclusions
It is important in amine treating systems to maintain the proper chemistry between the feed stream being treated and the amine in the system to ensure proper treatment in the unit. Any deviation in contaminant concentration in the feed stream or amine stream, or a drop in concentration of the amine stream, among other variables, can upset the treatment process.
The treatment of H2S with amine in carbon steel vessels leads to the production of iron sulfide particulates that can become entrained in the amine stream, and lead to significant foaming in the amine, which jeopardizes the amine’s ability to be properly regenerated in conventional amine regeneration systems. Additionally, foaming amine can be carried over out of the amine contactor tower to the downstream system, risking potential recontamination of treated fluid.
Ideally in amine systems treating for H2S, iron sulfide particles would be handled by designing the unit such that velocities remain low enough that the iron sulfide passivates the walls of the equipment and piping, forming a protective layer to corrosion between the treatment process and the steel constituting the equipment. Because the velocities in the Live Oak system’s design were not conducive to this, a filter designed to the correct size and media specification to remove iron sulfide from the amine stream was necessary to install in the process.
Once iron sulfide particulates were adequately removed from the amine stream in the Live Oak Amine Treater, the foaming witnessed in the amine subsided, and subsequently so did the unit’s operational issues and downstream Y-grade specification failures.
Further studies are still underway to understand whether the cause of the foaming and associated operational issues and specification failures were due to an inability to regenerate the amine properly in the Amine Still or due to amine carryover into the product Y-grade out of the Amine Contactor.
However, regardless of mechanism, the root cause of the issues experienced at the Live Oak facility was due to iron sulfide production within the Amine Treating unit, and its inability to be removed due to inadequate and undersized filtration. Adequate vessel sizing and filtration design are both essential for effectively removing particulates from the amine stream and maintaining fluid quality. With adequate element design, effective filtration in some cases may be achieved with undersized vessels, but in the case of the Live Oak facility, an undersized vessel and improperly designed filtration elements both contributed to the process failure. Even if the
vessel was sized correctly for the system, the current element design in use would not have achieved the desired amine quality and would have required an upgraded element that was appropriate for the fluid and particulate challenge.
References
1. Scanlan, Thomas J. and 3M Purification Inc, “Filter Media Selection in Amine Gas Sweetening Systems”, Laurance Reid Gas Conditioning Conference, Norman, OK, February 23-26, 2014.
2. Beke, Louis, “Contamination in Amine Systems”, BSDT Seminars, September 2010.
Leave a Reply